【鋒銳&技(jì)術(shù)分(fēn)享】要(yào)想實現(xiàn)成功的(de)銑削,這(zhè)些(xiē)因素不₽(bù)可(kě)忽視(shì)
為(wèi)了(le)保證銑削工(gōng)序的(de)效率,需要(yào)考慮的(de)因素很(hěn)多(duō),例如(rú)使用(yòng)正确的(de)銑削刀(dāo)具、采用(y&òng)正确的(de)直徑和(hé)适當的(de)齒數(shù),以及采用(yòng)正确的(de)速度、進給率、軸向切深和(h é)徑向切寬。但(dàn)是(shì),為(wèi)了(le)保證刀(dāo)具應用(yòng)的(de)有(yǒu)效性,還(hái)有(yǒu)很(hěn)多(duō)更加重要(yào)卻往往被忽視(shì)的(de)因素。
山(shān)特維克可(kě)樂(yuè)滿提醒您綜合考慮決定生(shēng)産效率和(hé)盈利能(néng)力的(de)五大(dà)銑削因素:主偏角、齒距、銑刀(dāo)位置、銑刀(dāo)吃(chī)刀(dāo)量和(hé)圓弧切入技(jì)巧。
主偏角
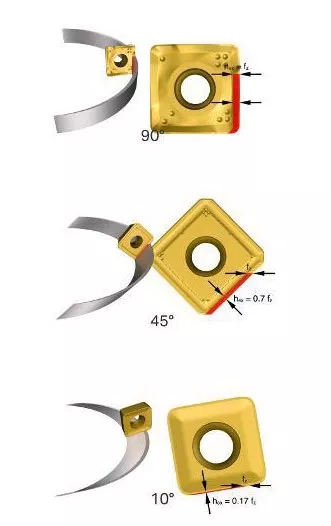
不(bù)同主偏角對(duì)于銑削效果的(de)影(yǐng)響非常顯著,如(rú)果采用(yòng)90°銑刀(dāo)作(zuò)為(wèi)面銑刀(dāo),往往隻是δ(shì)因為(wèi)它使用(yòng)方便,但(dàn)是(shì)其生(shēng)産效率或成本效率不(bù)如(rú)45°銑刀(dāo)。采用(yòng)90°銑刀(dāo)面銑✔零件(jiàn),而不(bù)采用(yòng)45°銑刀(dāo),其生(shēng)産效率降低(dī)30%,而生(shēng)産效率又(yòu)直接影(yǐng)響到(₽dào)盈利能(néng)力。
主要(yào)是(shì),主偏角影(yǐng)響到(dào)金(jīn)屬去(qù)除率和(hé)刀(dāo)具壽命。另外(wài),因為(wèi)δ主偏角減小(xiǎo),切屑厚度變薄,正因如(rú)此,存在增加進給率進行(xíng)補償的(de)機(jī)會(huì)。現(xiàn)在,越來(lái)越多(d÷uō)的(de)加工(gōng)車(chē)間(jiān)使用(yòng)小(xiǎo)切深、高(gāo)進給率來(lái)提高(♠gāo)生(shēng)産效率,通(tōng)常使用(yòng)主偏角很(hěn)小(xiǎo)的(de)銑刀(dāo)(例如(rú)10°),或使用(yòng)能(néng)達到(dào©)切屑變薄效果的(de)圓刀(dāo)片概念。與45°面銑刀(dāo)相(xiàng)比,10°面銑刀(dāo)因為(wèi)切屑變薄到(dào)幾乎隻有(yǒu)90°銑刀(dāo)的(de)六分¶(fēn)之一(yī),所以進給量增加。如(rú)果這(zhè)種策略導緻切深不(bù)夠大(dà),可(kě)采用(yòng)高(gāo)進給率補償效率的(de)損失。
主偏角為(wèi)10°的(de)大(dà)進給量銑刀(dāo),由于形成的(de)切屑很(hěn)薄,所以可(kě)采用(yòng)非常高(gāo)的∑(de)工(gōng)作(zuò)台進給量。此外(wài),軸向切削力較大(dà),可(kě)以保證主軸的(de★)穩定性,限制(zhì)振動,使得(de)這(zhè)些(xiē)銑刀(dāo)更适合長(cháng)刀ε(dāo)具懸伸和(hé)/或不(bù)穩定夾裝應用(yòng)。
對(duì)于45°銑刀(dāo),這(zhè)些(xiē)通(tōng)常是(shì)面銑的(de)選擇,因為(wèi)它們較好(hǎo)的(de)平衡徑向切削力和(hé)軸向切削力,吃( chī)刀(dāo)非常平穩。這(zhè)些(xiē)銑刀(dāo)的(de)振動低(dī),适合短(duǎ$n)屑材料(例如(rú)灰口鑄鐵(tiě)),這(zhè)類材料在走刀(dāo)結束時(shí)因為(wèi)工(gōng)件(jiàn)餘量越來(lái)越少σ(shǎo),如(rú)果徑向力過大(dà),容易發生(shēng)崩邊。
如(rú)果采用(yòng)90°銑刀(dāo)作(zuò)為(wèi)面銑刀(dāo),往往隻是(shì)因為(wèi)它使用(yòng)方便,但(dànε)是(shì)其生(shēng)産效率或成本效率不(bù)如(rú)45°銑刀(dāo)。主偏角為(wèi)10°的(de)大(dà)進給量銑刀(dāo),由↔于形成的(de)切屑很(hěn)薄,所以還(hái)可(kě)采用(yòng)非常高(gāo)的(de)工(gōng)作(zuò)台進給量。
90°銑刀(dāo)的(de)主要(yào)應用(yòng)是(shì)方肩銑削。在這(zhè)種應用(yòng)中,徑向力主要(yào)産生(shēng)在進給方向>,較适合銑削容易出現(xiàn)振動的(de)零件(jiàn)。另外(wài),表面沒有(yǒu)承受較大(♠dà)的(de)軸向壓力,這(zhè)對(duì)銑削強度不(bù)大(dà)的(de)結構件(jiàn)或薄壁件(jiàn)很(hěn)有(yǒu)好(hǎo)處。必須注意,90°銑刀(dāo)不(bù)能(néng)形成薄切屑,大(dà)切寬時(shí)編程的(d×e)每齒進給率等于實際的(de)較大(dà)切屑厚度。
那(nà)麽,圓刀(dāo)片如(rú)何?圓刀(dāo)片較适合高(gāo)效重型粗加工(gōng)和(hé)通(tōng)用(yò$ng)銑削。
圓刀(dāo)片特别适合加工(gōng)钛合金(jīn)和(hé)HRSA材料,但(dàn)追求達到(dào)優質的(de)表¶面精度時(shí),效果不(bù)佳。這(zhè)是(shì)因為(wèi)主偏角在0~90°範圍內(nèi)變化(huà),導緻切削力随圓弧切削刃而發生(shēng)變化(huà),γ從(cóng)而使壓力也(yě)發生(shēng)變化(huà)。圓刀(dāo)片性能(néng)獨特,其形成的(de)切屑厚度随♦切深的(de)變化(huà)而變化(huà)——切深越小(xiǎo),切屑越薄。所以,如(rú)果切深較小(xiǎo),必須提高(gāo)進給率,才能(néng)保證合适的(de)切↕屑厚度,提高(gāo)生(shēng)産效率。
齒距
通(tōng)過增加切削刃口的(de)數(shù)量,可(kě)增加工(gōng)作(zuò)台進給量,同時(shí)保持切削速度和(hé)每齒進給量不(bù)變(切削刃處不(bù¶)會(huì)發出較大(dà)的(de)熱(rè)量)。但(dàn)是(shì),齒距越密,排屑空(kōng)間(jiān)越小(xiǎo)。 另外(wài),增加銑刀(dāo)中刀(dāo)片的(de)數(shù)量,其缺點是(shì)如(rú)果夾裝的(σde)剛度不(bù)夠,對(duì)振動有(yǒu)負面影(yǐng)響。采用(yòng)不(bù)等齒距銑刀(dāo)可(kě)優化(huà)應用(yòng),選擇正确的(de)齒γ距也(yě)很(hěn)重要(yào),因為(wèi)它會(huì)影(yǐng)響生(shēng)産效率、穩定性和(hé)功率消耗。
通(tōng)常來(lái)說(shuō),有(yǒu)疏齒、密齒和(hé)超密齒三種齒距。疏齒銑刀(dāo)的(de)刀(≈dāo)片數(shù)量較少(shǎo)。由于它們傳遞的(de)切削力小(xiǎo),它們是(shì)不(bù)穩定工(gōng)序的(de)選擇。滿槽銑工(gōng)序和±(hé)長(cháng)切屑ISO N材料較适合選用(yòng)疏齒銑刀(dāo)。
密齒銑刀(dāo)的(de)刀(dāo)片數(shù)量中等,等距設計(jì)或者不(bù)等距設計(jì)均可(kě)。它們是(shì)穩定工(gōng)況通(→tōng)用(yòng)粗加工(gōng)的(de)選擇。帶來(lái)的(de)好(hǎo)處還(hái)包括可(kě)以高(gāo)效率加工(gōng)所有(yǒu)材料,而且不(€bù)用(yòng)擔心容屑空(kōng)間(jiān)問(wèn)題。
一(yī)般來(lái)說(shuō),不(bù)等距銑刀(dāo)(疏齒或密齒)适合打破諧振,因此穩定性好(hǎo)。
超密齒銑刀(dāo)的(de)刀(dāo)片數(shù)量多(duō),刀(dāo)片均勻分(fēn)布。超密齒銑刀(dāo)較适合徑向切寬小(xiǎo)的(de)應用(yòng)、ISO K↕材料成屑短(duǎn)的(de)較高(gāo)進給率(粗加工(gōng)和(hé)精加工(gōng))、÷ISO S材料的(de)粗加工(gōng) 因為(wèi)采用(yòng)圓刀(dāo)片,切屑負荷均勻分(fēn)布。
銑刀(dāo)位置
銑刀(dāo)切入工(gōng)件(jiàn)的(de)方式很(hěn)重要(yào)。此時(shí),首先需要(yào)考慮λ的(de)是(shì),切屑是(shì)如(rú)何形成的(de),因為(wèi)這(zhè)嚴重影(yǐng)響到(dào)刀(dāo)具使用(yòng)壽命。黃(huán♥g)金(jīn)法則是(shì)切屑由厚變薄(銑刀(dāo)切出工(gōng)件(jiàn)時(shí),切屑厚度較薄)。這(zhè)可(kě)省時(shí)省錢(qián),保證加工(gōng)過程的(de)穩定性。相(xiàng)較而言,銑刀(dāo)切出工(gōng)件(jià☆n)時(shí)的(de)厚切屑可(kě)導緻刃口失效,刀(dāo)具使用(yòng)壽命縮短(duǎn)。重要(yào)的(de)是(shì),正是(shì)銑刀(dāo)位置決定了(le)成屑狀況。
例如(rú),在滿槽銑時(shí),銑刀(dāo)切入工(gōng)件(jiàn)後,生(shēng)成的(de)切屑厚度是(shì)從←(cóng)薄到(dào)薄。雖然銑刀(dāo)切出工(gōng)件(jiàn)時(shí)的(de)切屑很(hěn)薄,但(dàn)這(zhè)種方法有(yǒu)很(hěn)多(duō)問(wè•n)題,因為(wèi)熱(rè)量無法排出,隻能(néng)進入刀(dāo)具或工(gōng)件(ji♥àn)中 —— 而不(bù)是(shì)切屑,因為(wèi)此處根本沒有(yǒu)切屑。銑刀(dāo)↓刃口切入工(gōng)件(jiàn)時(shí),切削刃隻是(shì)磨擦材料,而不(bù)是(shì)剪切材料,這(zhè)樣會(huì)産生(shēng)熱(rè)量和(hé)振動。
但(dàn)是(shì),通(tōng)過優化(huà)銑刀(dāo)位置,例如(rú)切寬達到(dào)銑刀(dāo)直徑的(de) 70%這(zhè)種狀況可(kě)得(de)到(dào)大(dà)大(dà)改善,其效果是(shì)切入時(shí)時(shí)可(kě)以獲得(de)90%的(de)較大(dà)切λ屑厚度、刀(dāo)片上(shàng)承受的(de)應力小(xiǎo)、減少(shǎo)摩擦、可(kě)順銑、也(yě)可(kě)逆銑、形成由厚變薄的(de)切屑,散 熱(rè)效果好(hǎo),産生(shēng)的(de)刀(dāo)片應力小(xiǎo)。
通(tōng)過優化(huà)銑刀(dāo)位置,這(zhè)種狀況可(kě)得(de)到(dào)大(dà)大(dà)改善,其中吃(chī)刀(dāo)量達到(dào)銑刀¶(dāo)直徑的(de)70%。
注意銑刀(dāo)的(de)切入工(gōng)件(jiàn)方向一(yī)定要(yào)正确。如(rú)果不(bù)正确,即使銑刀(dāo)切寬達到(dào)70%直徑,反而可(kě)♠形成由薄變厚的(de)切屑,也(yě)會(huì)出現(xiàn)切入工(gōng)件(jiàn)時(shí)縮短(duǎn)刀(dāo)具使用(₹yòng)壽命,增加成本。
銑刀(dāo)吃(chī)刀(dāo)量和(hé)圓弧切入技(jì)巧
銑削零件(jiàn)時(shí),建議(yì)使銑刀(dāo)一(yī)直保持吃(chī)刀(dāo)狀态。銑刀(dāo)頻(pín)繁切入和(hé)切出,會( huì)縮短(duǎn)刀(dāo)具使用(yòng)壽命。為(wèi)了(le)解決這(zhè)個(gè)問(wèn)題,重要(yào)的(de)≤是(shì)正确的(de)走刀(dāo)路(lù)徑和(hé)接觸長(cháng)度。連續吃(chī)刀(dāo€)也(yě)有(yǒu)一(yī)點需要(yào)提醒,那(nà)就(jiù)是(shì)連續吃(chī)刀(dāo)時(shí)突然的(de)走≠刀(dāo)方向變化(huà)會(huì)使刀(dāo)片承受應力,而且形成切出時(shí)的(de)厚切屑,因此建議(yì)在工(gōng)件(jiàn)的(de)拐角處ε也(yě)采用(yòng)圓弧切削路(lù)徑。
直線進刀(dāo)會(huì)導緻表面光(guāng)潔度差,噪聲大(dà)。
為(wèi)了(le)緩解這(zhè)個(gè)矛盾,大(dà)多(duō)數(shù)情況下(xià)是(shì)減小(xiǎo)進刀(dāo)量,但(dàn)是(sh&ì)同時(shí)也(yě)降低(dī)了(le)生(shēng)産效率。這(zhè)種情況的(de)簡單解決方案是(shì)把編程改為(wèi)順時(shí)針圓弧切入。使用(Ωyòng)這(zhè)種平穩連續的(de)切入方式,可(kě)延長(cháng)刀(dāo)具使用(yòng)壽命,優化(huà)磨損模式。其銑刀(dāo)切出←時(shí)切屑薄,振動小(xiǎo)。

連續吃(chī)刀(dāo),順時(shí)針圓弧切入,确保退刀(dāo)時(shí)切屑較薄,減小(xiǎo)振動,延長(cháng)刀(dāo)具使用§(yòng)壽命。
在切入工(gōng)件(jiàn)時(shí),建議(yì)采用(yòng)圓弧切入技(jì)巧,而在銑刀(dāo)連續吃(chī)刀(dāo)時(shí),♦如(rú)需突然大(dà)幅度改變銑刀(dāo)進給方向,則采用(yòng)圓弧過渡。這(zhè)些(xiē)技(jì)巧可(kě)避免刀(dāo)片承受大(dà)應力,δ從(cóng)而不(bù)僅延長(cháng)了(le)刀(dāo)具壽命,而且通(tōng)過成屑由厚變薄,可(÷kě)改善零件(jiàn)的(de)表面光(guāng)潔度。
使用(yòng)圓弧切入技(jì)巧、正确的(de)銑刀(dāo)位置和(hé)連續吃(chī)刀(dāo),确保加工(gōng)過程安全高(gāo)效。
更多(duō)關于山(shān)特維克可(kě)樂(yuè)滿銑削的(de)産品信息,請(qǐng)進入公衆号,查閱【産品資料】菜單。
| 
|